BASKI TABLAYA YAPIŞMIYOR
BASKI TABLAYA YAPIŞMIYOR;
Yeni bir baskı başlattığımızda ilk katmanın baskı yüzeyine güçlü bir şekilde tutunması, baskının geri kalanının bu temel üzerine inşa edilebilmesi açısından çok önemlidir. Nasıl, zayıf bir temel üzerine inşa edilen yapı sağlam olmayıp bir noktada yıkılmaya mahkum ise ilk katmanı düzgün olmayan bir baskıda ilerleyen katmanlarda problem çıkacaktır. İlk katman problemlerinin bir çok sebebi vardır bu nedenle yazının devamında en temel nedenleri inceleyip her birinin nasıl çözüleceğini ele alacağız. Aşağıdaki konulara değinmeden önce ilk kontrol edilmesi gereken baskı yüzeyinin temiz, kirden, tozdan ve filament artıklarından arınmış olmasıdır. Bazen can sıkıcı bir problemin çözümü çok basit olabiliyor. Baskı yüzeyini izopropil alkol ve su karışımı ile bir parça kağıt havlu kullanarak güzelce temizleyin. Cam ve Pei baskı yüzeyleri, sıcak su ve bulaşık deterjanı ile yıkandığında çok iyi sonuç veriyor. Baskı yüzeyi temiz ama hala yapışma problemi yaşıyorsanız olası nedenler ve çözümleri aşağdaki gibidir;
1 - AYARSIZ BASKI TABLASI
Çoğu 3D Yazıcı, ısıtıcı yatak altında baskı tabla ayarı yapmaya olanak tanıyan 4 adet vida, yay ve ayar somunu ile beraber gelir. Baskının ilk katmanı yapışmıyorsa kontrol edilmesi gereken ilk nokta, baskı tablasının ayarıdır. Tabla ayarı özet olarak baskı yüzeyinin (heated bed) nozzle a olan uzaklığının tüm noktalarda eşit olmasıdır. Yatak ayarsız ise baskı yüzeyinin bir tarafı Nozül e çok yakınken diğer tarafı uzak olacak, yakın olan yüzeyler kazınırken uzak olan yüzeylerde filament tablaya tutunamayarak ilk katmanın iyi yapışmamasına sebep olacaktır.
TABLA AYARI NASIL YAPILIR
- İyi bir tabla ayarı yapmak için öncelikle baskı tablasını izopropil alkol ve su karışımı ile güzelce silin.
- Baskı kafası ve tablaya sık kulandığınız filament malzemesine göre ön ısıtma yapın (preheat pla-abs).
- Filamenti ekstruder üzerinden 10 cm kadar geriye çekin ve nozulu izopropil alkol ve su karışımıyla ucunda filament kalıntısı ve sızıntı kalmayıncaya kadar temizleyin.
- 3D Yazıcı menüsünden Otomatik Merkezleme (Auto Home) ile eksenleri sıfırlayın. Bazı yazıcıların menü seçeneklerinde, kolay tabla seviye ayarı yapmak için baskı kafasını sırayla tablanın köşelerine gönderen bir komut bulunur. Eğer 3D Yazıcı Modelinizin menü ayarlarında Köşeleri Ayarla (Level Corners) özelliği aktif ise buradan, değil ise eksenleri hareket ettir (move axis) komutları veya hafifçe el ile hareket ettirerek baskı kafasını sol ön ayar vidası hizasına getirin.
- Eksenleri Hareket ettir(move axis) Komutuyla Z eksenini de 0 konumuna getirin.
- Nozzle ile tabla arasına 0.2mm kalınlıkta sentil çakısı yoksa bir parça fotokopi kağıdı yerleştirin.
- Çakı veya kağıt, hafif bir direnç ile hareket edebilecek sıkılıkta olana kadar mandalı çevirerek birinci köşeyi ayarlayın. İşlemi sırayla tüm köşelere, sonrasında tabla merkezine uygulayarak ilk adımı tamamlayın.
Ayar vidasını çevirirken ve sentil çakısını ileri geri hareket ettirirken elinizin ağırlığı ile tablayı aşağı veya yukarı yönde bastırmamaya gayret edin. Sırasıyla çapraz köşeleri ayarlamak daha iyi sonuç verecektir. Tekrar otomatik merkezleme yaparak aynı işlemi bu sefer farklı bir köşeden başlayarak tekrar edin.
Düzgün tabla ayarı yapmak el alışkanlığı ile ilgili bir konudur ilk seferlerde zorlanıyorsanız merak etmeyin git gide tecrübe kazanacaksınız.
2 - NOZÜL TABLAYA ÇOK YAKIN;
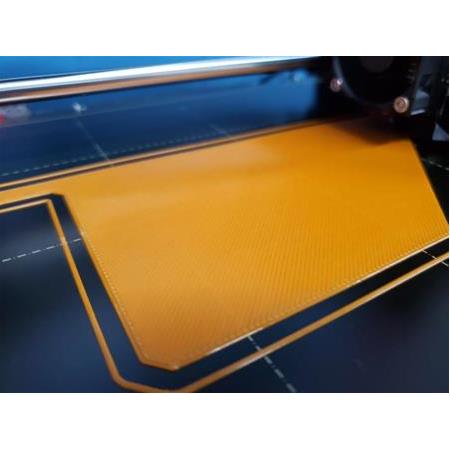
İlk katman görünümü aşağıdaki durumlardan biri veya birkaçına uyuyor ise nozul tablaya olması gerekenden daha yakın demektir.
- Baskı çizgisi olması gerekenden çok daha ince ve yer yer şeffaflıklar var.
- Fazla filament, baskı hattının kenarlarından yukarı doğru taşarak pürüzlü bir yüzey oluşturuyor.
- Komşu duvar yazdırılırken baskı yataktan ayrılıyor.
- Baskı tabladan çok zor çıkartılıyor.
Nozül yatağa çok yakınsa, filament çıkışı için yeterli boşluk kalmaz. Sıkışan filament ya yukarı doğru taşar ya da hiç ekstrüde edilmez ve baskı kafasını zorlar. Ekstruder motorundan gelen tıklama sesi ve filament kazınması genelde bu sebepten olur.
- Yanlara ve yukarıya doğru taşan filament, nozül tarafından bir sonraki geçişte yataktan koparılır veya ilk kat yüzeyini pürüzlü hale getirebilir.
- Taşan filament nozul üzerinde birikip baskı yüzeyine geri damlayabilir. Bu durum özellikle PET-G ile yapılan baskılarda görülür.
- Nozülün yatağa çok yakın olması nedeniyle extrüde edilemeyen filament içerde birikirse, baskı kafası tıkanabilir.
- İlk katmanın çok sıkıştırlmış olması sonucu baskı tabladan çok zor ayrılır.
ÇÖZÜM;
Sorunun çözümü için ilk kontrol edilmesi gereken nokta, tabla ayarının düzgün olup olmadığıdır. Eğer tabla ayarı düzgün değilse yukarıdaki yönergelere göre tabla ayarı yapın ve deneme baskısı alın. Tabla ayarı düzgün ama nozul hala baskı tablasına yakınsa Z offset ayarlarına bakmak gerekir.
- Nozzle - tabla mesafesini ayarlamak için Z-Offset ayarları kullanılır.
- Bu ayar, merkezleme yapıldıktan sonra baskı başladığında, nihai nozül tabla mesafesini belirler.
- Yazıcınızın menüsünde bu değeri eksi yönde arttırdığınızda nozül tablaya yaklaşır eksi yönde azalttığınızda nozül tablaya uzaklaşır.
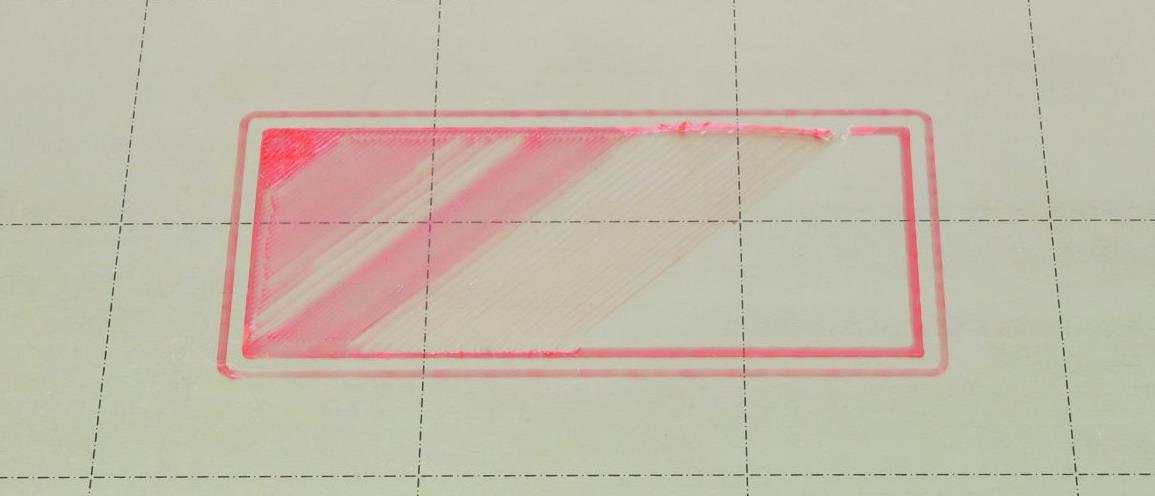
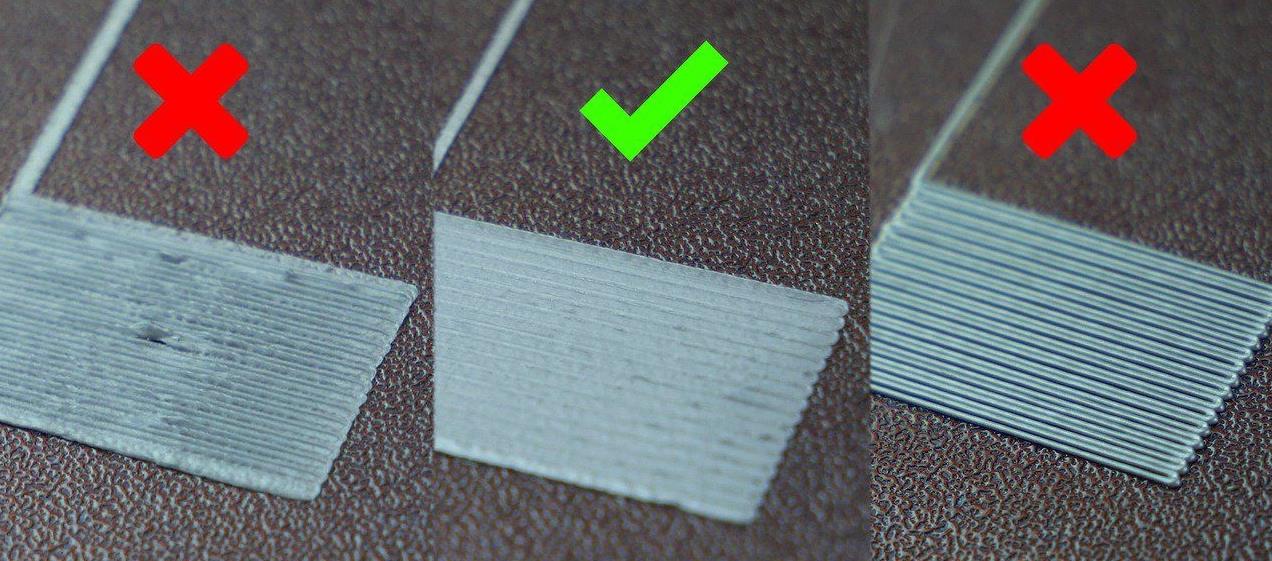
- Aşağıdaki resimlerdeki ideal ilk katman görüntüsünü elde edene kadar bu ayarları 0.05 değer aralığında arttırın veya azaltın.
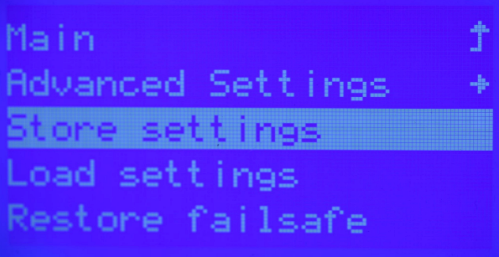
- İstenilen sonuç elde edildikten sonra ayarları kaydetmeyi ve sonra geri çağırmayı unutmayın. Geri çağırma komutu verilmediğinde yeni ayarlar 3D Yazıcı kapatılıp açılana kadar güncellenmemektedir.
3-NOZÜL TABLAYA ÇOK UZAK;
İlk katman görünümü aşağıdaki maddelerden biri veya birkaçına benziyor ise Nozul tablaya olması gerekenden daha uzak demektir.
- Baskı çizgileri arasında fark edilebilir boşluklar var ve çizgiler birbirine temas etmiyor.
- Dolgu çizgileri duvarın ana hatları ile birleşmiyor veya küçük boşluklar kalıyor.
- Erimiş filamentin şekli çok yuvarlak, Nozzle ile tabla arasında sıkışmıyor.
- Erimiş filament, baskı tablasına zar zor yapışıyor.
- Parçalar baskı sırasında tabladan ayrılıyor.
Tabla ayarı yaptıktan sonra baskıya başladığınızda nozül ile tabla arasındaki mesafe ideal olarak baskı katman kalınlığının %10 - %20 altında olmalıdır. Böylece erimiş filament nozzle ucu ve baskı tablası arasında hafifçe sıkışır ve daha iyi yapışma sağlanır. Eğer nozül baskı tablasına uzak kalırsa erimiş filament serbest düşüşe geçer ve baskı yüzeyine tutunamaz.
ÇÖZÜM;
Sorunun çözümü için ilk kontrol edilmesi gereken nokta, tabla ayarının düzgün olup olmadığıdır. Eğer tabla ayarı düzgün değilse yukarıdaki yönergelere göre tabla ayarı yapın ve deneme baskısı alın. Tabla ayarı düzgün ama nozul hala baskı tablasına uzaksa Z offset ayarlarına bakmak gerekir. Nozzle - tabla mesafesini ayarlamak için Z-Offset ayarları kullanılır. Bu ayar, merkezleme yapıldıktan sonra baskı başladığında, nihai nozül tabla mesafesini belirler.Yazıcınızın menüsünde bu değeri eksi yönde arttırdığınızda nozül tablaya yaklaşır eksi yönde azalttığınızda nozül tablaya uzaklaşır.
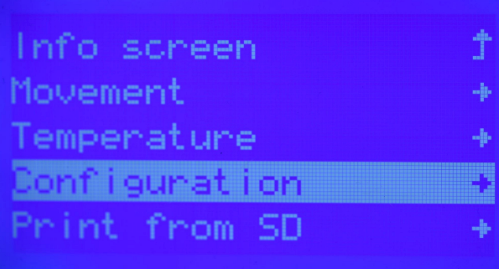
Z-OFFSET AYARININ BULUNMASI (LCD EKRAN KULLANARAK)
Ana Menüden Konfigürasyonu seçin.
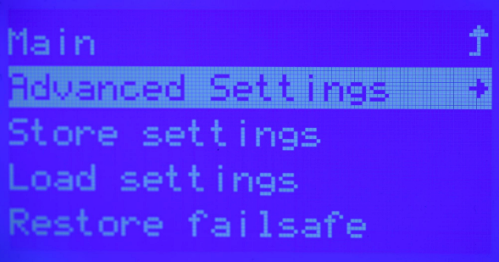
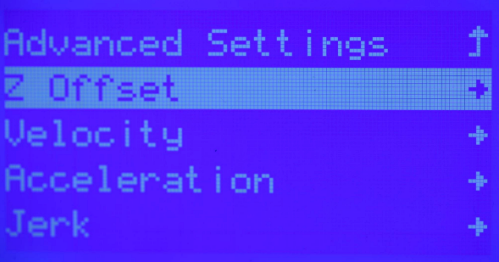
Sırasıyla, Gelişmiş Ayarlar - Konfigürasyon - Z-Offset seçin

Aşağıdaki resimlerdeki ideal ilk katman görüntüsünü elde edene kadar bu ayarları 0.05 değer aralığında arttırın veya azaltın. İstenilen sonuç elde edildikten sonra ayarları kaydetmeyi ve sonra geri çağırmayı unutmayın. Geri çağırma komutu verilmediğinde yeni ayarlar 3D Yazıcı kapatılıp açılana kadar güncellenmemektedir.
Çoğu zaman 3 Boyutlu yazıcı üzerindeki fabrikasyon donanımlar yetersiz kalitede olabilmektedir. Örneğin klasik tabla yayları ısındıkları zaman yapısal özellikleri değişir ve tabla ayarı çok çabuk bozulur. Sarı ve mavi kalıp yayları çok kaliteli ve serttir. Kullanıldığında tabla ayarı uzun süre bozulmaz. Yeni bir ürün olan tabla ayar silikonu ise en iyi çözümdür. 250 °C üzeri ısıya dayanırlar ayrıca geniş ve düz yüzey yapısı sayesinde ısıtıcı yatak ile tam temas ederek daha hassas tabla ayarı yapılmasına olanak sağlarlar.
Yapışma kaynaklı problemlerin bir diğeri de fabrikasyon olarak hatalı ve bozuk yüzeyli ısı tablalarıdır. Ülkemizde en çok satılan 3D Yazıcılardan biri bu duruma örnektir. Ne kadar ayar yapılırsa yapılsın tablanın orta kısmında bulunan göçüklük düzgün baskı almayı zorlaştırmakta ve özellikle bu işe yeni başlayan kullanıcılarda hayal kırıklığı yaratmaktadır. Isıtıcı tabla değişikliği, baskı yüzeyi altında alüminyuma göre daha sert ve düz bir zemin yapısı sağlayan yay çeliği levha kullanımı veya 3D Touch / BL Touch sensörleri bu sorunu çözmektedir.
4 - İLK KATMAN BASKI HIZI ÇOK YÜKSEK
İlk katman, sonraki katmanlar için temel oluşturduğundan baskının en önemli kısmıdır. Baskı hatalarının büyük bir çoğunluğu ilk katman sorunlarından kaynaklanır. İyi bir yapışma önündeki engellerden biri de ilk katman hızının yüksek olmasıdır. Erimiş plastiğin belli bir oranda soğuyarak katılaşması ve baskı yüzeyine tutunması için belirli bir zaman geçmesi gerekir. İlk katman baskı hızının yüksek olduğu durumlarda nozul, bir önceki turda yazdırılan duvarlara, yani kısmen hala yumuşak olan baskı noktalarına çok çabuk ulaşır ve o bölgeyi yeniden eriterek filamentin katılaşıp tablaya tutunmasına olanak tanımaz. Bu durum ilk katmanda kabarma ve köşelerde kalkmalar oluşmasına sebep olur. İdeal ilk katman baskı hızı normal baskı hızının yarısıdır. Örneğin 60mm/sn hızda baskı alıyorsak ilk katman ve dış duvarlar için bu hız 30mm/sn olmalıdır. İlk katman hızınızın yüksek olduğunu düşünüyorsanız, dilimleme programınızın İlk katman baskı hızı (first layer speed) ayarını düşürün.
5 - SICAKLIK VE FAN AYARLARI
Plastik soğurken küçülme eğilimindedir. Örneğin 230 °C sıcaklıkta basılan 100 mm bir abs parça ortalama 30°C oda ısısına ulaştığında 10mm küçülür. 60-80 °C ısıdaki baskı tablası bu oranda küçülemeyeceği için parça yüzeyden kurtulur. Bu durum Pla filament çeşitlerinde bu kadar bariz olmamakla birlikte genede belirli oranlarda görülür. Isı farkı kaynaklı yapışma problemlerinde ilk 4-5 katman için soğutma fanını kapatmak ve tabla ısısını arttırmak iyi bir çözüm olacaktır. Böylece parça daha yavaş soğuyacak ve daha iyi bir yapışma sağlanacaktır. Günümüzde yapışma problemlerinin önüne geçecek pek çok yeni ürün mevcuttur. Örneğin Abs Pro Filamentler içerdiği belli bir miktar katkı maddesi sayesinde boyut değişikliği azaltılmış, açık kasa yazıcılarda bile Pla Filamentler kadar kolay baskı alınabilir hale gelmiştir.
6 - TABLA ISISI
Tabla ısısı derecesi yapışma üzerinde oldukça önemli etkendir. Plastikler söz konusu olduğunda, sıcaklık arttıkça yapışma ve sağlamlık artar diyebiliriz. İdeal tabla sıcaklığı kullanılan filamente göre değişkenlik göstersede, genel kullanım 50°C - 100°C aralığındadır. İdeal tabla sıcaklığını belirlemek için, kullandığınız filament üreticisinin tavsiye ettiği ısı değerleri ile başlayıp +/-10°C aralığında denemelerle yazıcınız için optimum değeri bulabilirsiniz. Baskı tabladan kurtulma eğilimindeyse tabla sıcaklığını hafifçe arttırmayı deneyebilirsiniz.
Isıtmalı tabla, pcb, alüminyum, cam gibi levhalara rezistans entegre edilerek üretilirler. Bu rezistans paternleri yüzeyin her noktasında aynı sıklıkta olmadığından dolayı sıcaklık da yüzeyin her noktasında aynı değildir. Örneğin aşağıdaki resimde , termal ölçüm yapılmış MK3 Alüminyum baskı tablası yüzeyindeki ısı farklarını görüyoruz.
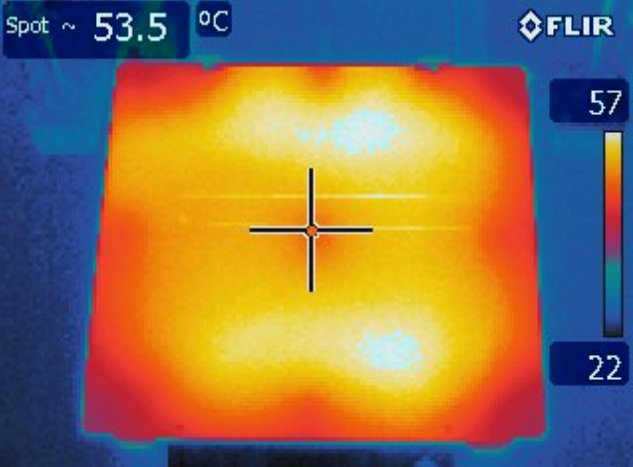
Isının daha düşük olduğu noktalarda, baskı daha kolay kalkma eğilimindedir. 3D Modelde ince ve uzun kısımlar,tablaya temas eden sivri uzantılar var ise bu kısımları tablanın daha sıcak bölgelerine konumlandırmak gerekirse etek(skirt) kullanmak fayda sağlayacaktır. Son olarak, baskı tablası üzerinde kullanılan baskı yüzeylerine değinmek istiyoruz. Yukarıdaki resimde tablanın gerçek ısı değerlerini görmek mümkün fakat genelde tabla üzerinde kullanılan ekstra yüzeyler cam, aluminyum, yay çeliği levha, buildtak v.b farklı ısı geçişi değerlerine sahip olduğundan ısı kaybına yol açarlar. Isı ölçüm sensörü (termistör) genellikle ısıtıcının ortasında yani tablanın en sıcak olduğu noktada ölçüm yaptığı için, okuduğu sıcaklık değeri, baskı yüzeyinin gerçek sıcaklığından daha yüksektir. Yazıcımızın ekranı 60°C tabla ısısı gösterdiği halde gerçek ısı baskı yüzeyinin malzemesi ve kalınlığıyla doğru orantılı olarak daha düşük olacaktır. Bu durumu göz önüne alarak, eğer kalın ekstra yüzeyler üzerinde baskı alıyorsak tabla ısısını arttırmak daha iyi sonuç verir.
7 - BASKI PLATFORMU VE YÜZEYLERİ
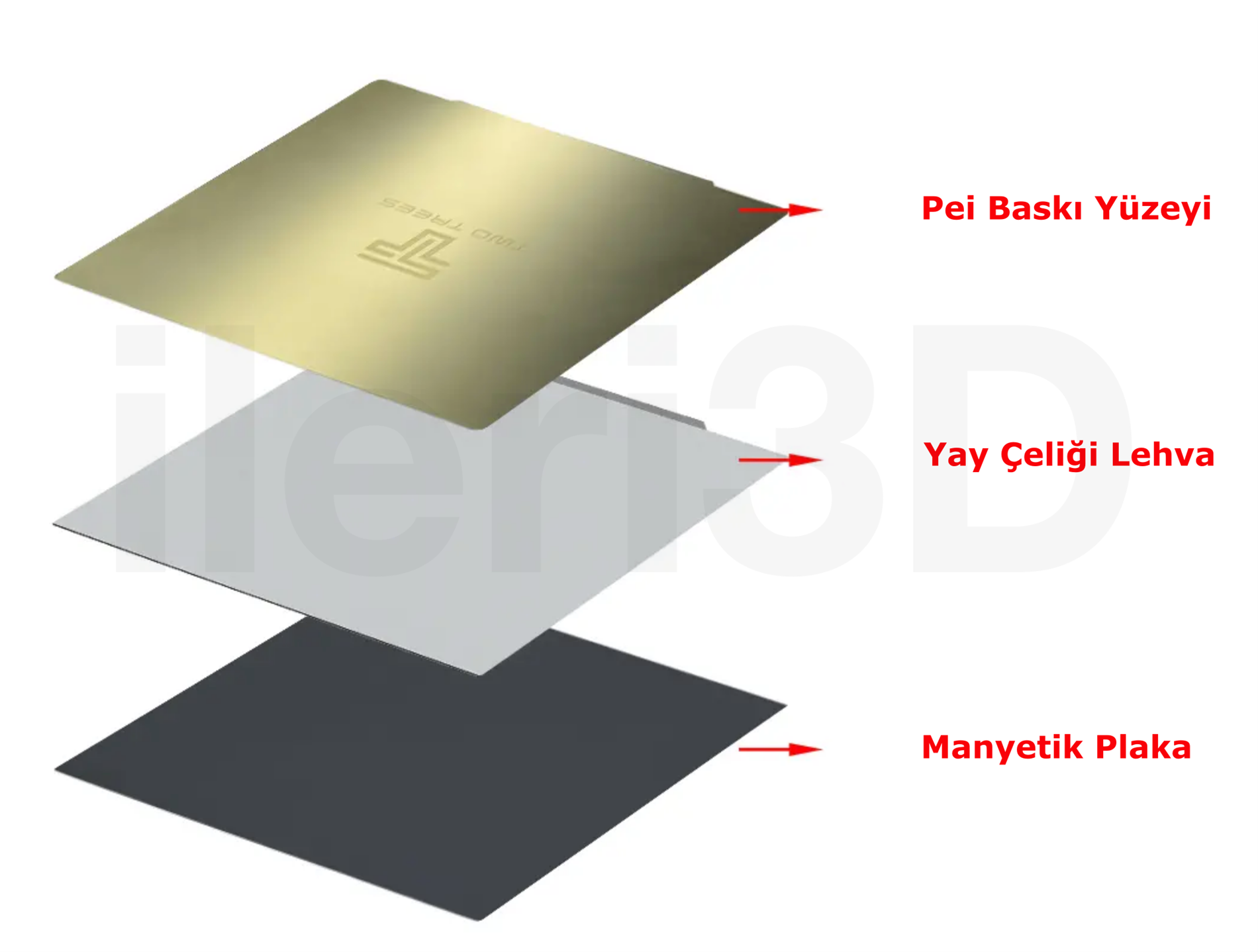
Farklı plastikler farklı baskı yüzey malzemelerine daha iyi yapışır. Bu yüzden bir çok 3D yazıcı bu malzemelere göre optimize edilmiş yüzey malzemeleri kullanır. Örneğin Pla Filamentler Buildtak baskı yüzeyine çok iyi yapışır veya Abs Filamentler ısıl işlem görmüş borosilikat cam ile iyi uyum sağlar. Bunların dışında öncelikle emin olunması gereken konu baskı yüzeyinin her tür toz, kir ve yağdan arındırılmış olması gerekmektedir. Baskı yatağını izopropil alkol ve su karışımı ile temizlemek büyük bir fark yaratabilir. Yazıcınızda özel bir baskı platformu malzemesi yoksa mavi bant, pritt yapıştırıcı veya saç spreyi kullanımı çözüm olabilir. Bunların ötesinde pek çok malzeme için en gelişmiş ürün Pei Baskı Yüzeyidir. Oldukça yüksek ısıya dayanıklı ve sert bir termoplastik olan PEI en uzun kullanım ömrüne sahiptir. Genellikle baskı tablası üzerine yapıştırılan magnet plaka ve onun üzerine mıknatıs ile tutunan pei kaplı yay çeliği levhadan oluşur. Pei ye her türlü filament çok kolay yapışır, baskı bitip tabla soğuduğunda parça kolaylıkla ayrılır.
8 - ETEK VE KENAR ( RAFT, SKIRT, BRIM ) KULLANIMI
Bu ayarlar genellikle, iyi bir yapışma için yeterli yüzey alanına sahip olmayan küçük parçaların baskısında, yapışacak daha geniş bir yüzey alanı sağlamak için kullanılırlar. Etek (skirt) baskı parçası etrafına belirli sayıda ekstra halka ekleyerek daha fazla yüzey alanı oluşturarak daha sağlam yapışma sağlar. Özellikle keskin köşelere sahip parçalarda köşe kalkması ve bükülme sorunlarını büyük ölçüde azaltır.
Raft genellikle abs filament ile açık kenarlı yazıcılarda yapılan baskılarda kullanılır. Parça altına belirli kalınlıkta bir ızgara ekleyerek modeli yükseltir ve sıcaklık kaynaklı boyut değişikliklerinin bu bölgede tolore edilmesini ve modeli etkilememesini sağlar.
Brim ise model altına belirlenen katman sayısında düz bir paltform oluşturur rafttan farkı ızgara değil masif bir yapıda oluşudur. Bu ayarlar, kullanılan dilimleyici (slicer) programa göre değişiklik göstersede temel olarak işlevleri aynıdır. Model şekline ve kullanılan malzemeye göre en uygun ayarları seçmek, deneme yanılma ile öğrenilir.
Bize Ulaşın
-
Osmanağa Mahallesi General Asım Gündüz Caddesi ÜNERTAN İş Merkezi No: 35/B İç Kapı No:29 KADIKÖY / İSTANBUL
-
0542 194 34 00
-
0542 194 34 00
-
admin@ileri3d.com
KURUMSAL
SİPARİŞ
DESTEK